
Non-ferrous metals and alloys
Introduction
Non-ferrous metals are all the known metals other than iron. Few of these metals are used in the pure state by engineers because of their relatively low strengths; two notable exceptions are copper and aluminium. Mostly they are used as the bases and alloying elements in both ferrous and non-ferrous alloys. Some non-ferrous metals are used for corrosion resistant coatings: for example, galvanized iron (zinc coated, low-carbon steel) and tinplate (tin coated, low-carbon steel).
It is not possible within the scope of this book to consider the composition and properties of the very large range of non-ferrous materials available. The following sections are, therefore, only an introduction to the composition and properties of some of the more widely used non-ferrous metals and alloys. For further information the wide range of British Standards relating to non-ferrous metals and alloys should be consulted, as should be the comprehensive manuals published by the metal manufacturers and their trade associations (e.g. Copper Development Association).
Only a limited number of non-ferrous alloys can be hardened by heat treatment. The majority can only be work-hardened by processing (e.g. cold rolling). Thus the conditionof the metal, as the result of processing, has an important effect upon its properties, as will be shown in the following sections.
Other notable non-ferrous alloys, which are not included in this section, but which should be considered are:
Magnesium alloys (Elektron): used for ultra-lightweight castings.
Nickel alloys (Nimonic): high-temperature-resistant alloys, used in jet engines and gas turbines.
Zinc-based alloys (Mazak): used for pressure die-casting alloys.
High copper content alloys
Silver copper
The addition of 0.1% silver to high-conductivity copper raises the annealing temperature by 150°C with minimal loss of conductivity. This avoids hard drawn copper components softening when conductors are being soldered to them.
Cadmium copper
Like silver, cadmium has little effect upon the conductivity of the copper. Cadmium strengthens, toughens, and raises the tempering temperature of copper. Cadmium copper is widely used for medium- and low-voltage overhead conductors, overhead telephone and telegraph wires, and the overhead conductors for electrified railways. In the annealed condition it has high flexibility and is used for aircraft wiring where its ability to withstand vibration without failing in fatigue is an important safety factor.
Chromium copper
A typical alloy contains 0.5% chromium. It is one of the few non-ferrous alloys which can be heat treated. Thus it can be manipulated and machined in the ductile condition and subsequently hardened and strengthened by heating to 500°C for approximately 2 h. It has a relatively low conductivity compared with silver copper and cadmium copper.
Tellurium copper
The addition of 0.5% tellurium makes the copper as machineable as free-cutting brass whilst retaining its high conductivity. It also improves the very high corrosion resistance of copper. Tellurium copper is widely used in electrical machines and switchgear in hostile environments such as mines, quarries and chemical plants. The addition of traces nickel and silicon makes tellurium copper heat treatable, but with some loss of conductivity.
Beryllium copper
This is used where mechanical rather than electrical properties are required. Beryllium copper is softened by heating it to 800°C and quenching it in water. In this condition it is soft and ductile and capable of being extensively cold worked. It can be hardened by reheating to 300–320°C for upwards of 2 h. The resulting mechanical properties will depend on the extent of the processing (cold working) received prior to reheating. Beryllium copper is widely used for instrument springs, flexible metal bellows and corrugated diaphragms for aneroid barometers and altimeters, and for the Bourdon tubes in pressure gauges. Hand tools made from beryllium copper are almost as strong as those made from steel, but will not strike sparks from other metals or from flint stones. Thus tools made from beryllium copper alloy are used where there is a high risk of explosion (e.g. mines, oil refineries, oil rigs and chemical plants).
Wrought copper and copper alloys: condition code
O Material in the annealed condition (soft)
M Material in the ‘as-manufactured’ condition
¼ H Material with quarter-hard temper (due to cold working)
½ H Material with half-hard temper
H Material with fully hard temper
EH Material with extra-hard temper
SH Material with spring-hard temper
ESH Material with extra-spring-hard temper.
The above are listed in order of ascending hardness.
Materials which have acquired a hard temper due to cold working can have their hardness reduced and their ductility increased by heat treatment (e.g. annealing or solution treatment).
Chemical symbols used in the following tables:
Al aluminium Co cobalt Ni nickel Si silicon
Ar arsenic Cr chromium P phosphorus Sn tin
Be berylliumCu copper Pb lead Te tellerium
Bi bismuth Fe Iron S sulphur Ti titanium
C calcium Mg magnesium Sb antimony Zn zinc
Cd cadmiumMn manganese Se selenium Zr zirconium
British Standards relating copper and copper alloys
British Standard BS 2874 Copper and copper alloy rods and sections (chemical composition and mechanical properties) relating to copper and copper alloys is now obsolescent and should not be specified for new designs although the materials listed within this Standard will continue to be available and be used for some time to come.
The replacement standards are as follows.
- BS EN 12163: 1998 – Copper and copper alloys (rod for general purposes).
- BS EN 12167: 1998 – Copper and copper alloys for profiles and rectangular bar for general purposes.
- BS EN 1652: 1997 – Copper and copper alloys for plate, sheet and circles for general purposes.
- BS EN 1653: 1998 – Copper and copper alloys for plate sheet and circles for boilers, pressure vessels and hot water storage units.
- BS EN 1982: 1998 – Copper and copper alloys for ingots and casting.
The following copper and copper alloy materials listed in Sections below inclusive are for guidance only.
Copper and copper alloy rods and sections
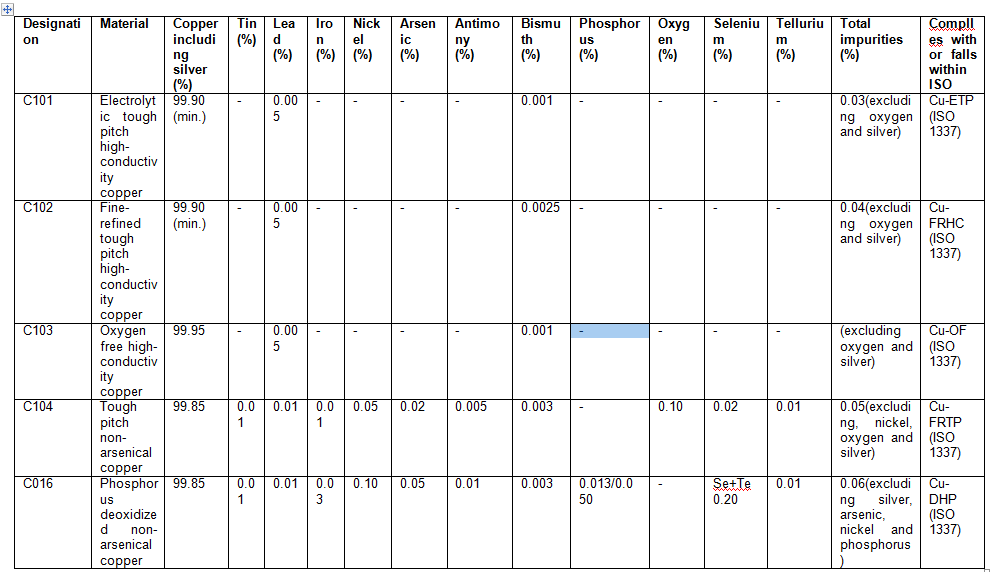
Chemical composition, tolerance group and mechanical properties of coppers
Note: For essential alloying elements, limits are in bold type. Unless otherwise stated, figures in the total impurities column include those that are not in bold type. Unless otherwiseindicated, all single limits are maxima.
Chemical composition, tolerance group and mechanical properties of alloyed coppers (continued)
Note: For essential alloying elements, limits are in bold type. Unless otherwise stated, figures in the total impurities column include those that are not in bold type. Unless otherwise indicated, all single limits are maxima.
Wrought copper and copper alloys
Chemical composition and mechanical properties of brasses
Note: For essential alloying elements, limits are in bold type. Unless otherwise stated, figures in the total impurities column include those that are not in bold type. Unless otherwise indicated, all angle limits are maxima.
Copper sheet, strip and foil
These properties are common to C101, C102, C103, C104 and C106 as listed above
| Condition | Thickness | Tensile strength |
Elongation on 50mm (min.)(%) |
Hardness HV |
Bend Test | |||||
|
Over (mm) |
Up to and including (mm) |
Up to and including 450mm wide (min.) (N/mm2) |
Over 450mm wide (min.) (N/mm2) |
Transverse bend | Longitudinal bend | |||||
| Angle degrees | Radius | Angle degrees | Radius | |||||||
| O | 0.5 | 10.0 | 210 | 210 | 35 | 55 (max.) | 180 | Close | 180 | Close |
| M | 3.0 | 10.0 | 210 | 210 | 35 | 65 (max.) | 180 | Close | 180 | Close |
| ½ H |
0.5 2.0 0.5 |
2.0 10.0 2.0 |
240 240 310 |
240 240 280 |
10 15 – |
70/95 70/95 90 min. |
180 180 90 |
t t t |
180 180 90 |
t t t |
| H | 2.0 | 10.0 | 290 | 280 | – | – | – | – | – | – |
Based on BS 2870:1980, which should be consulted for full information.
For essential alloying elements, limits are in bold type. Unless otherwise stated, figures in total impurities column include those in lighter type. Unless otherwise indicated, all limits are maxima.
Note: N/mm2= MPa.
Brass sheet, strip and foil: binary alloys of copper and zinc
For designations CZ125, CZ101, CZ102, CZ103
| Designation | Material |
Copper (%) |
Lead (%) |
Iron (%) |
Zinc (%) |
Total impurities (%) |
Condition | Thickness | Tensile strength | ||
|
Over (mm) |
Up to and including (mm) |
Up to and including 450mm wide (min.) (N/mm2) |
Over 450mm wide (min.) (N//mm2) |
||||||||
| CZ125 | Cap copper | 95.0/98.0 | 0.02 | 0.05 | Rem. | 0.025 | O | – | 10 | – | – |
| C2101 |
90/10 Brass |
89.0/91.0 | 0.05 | 0.10 | Rem. | 0.40 |
O ½ H
½ H O |
– –
3.5 –
|
10.0 3.5
10.0 10.0 |
245
310
350 |
245
380
325 |
| CZ102 |
85/15 Brass |
84.0/86.0 | 0.05 | 0.10 | Rem. | 0.40 |
O ½ H ½ H H |
– – 3.5 – |
10.0 3.5 10.0 10.0 |
245
325 370 |
245
295 340 |
| CZ103 |
80/20 Brass |
79.0/81.0 | 0.05 | 0.10 | Rem. | 0.40 |
O ½ H ½ H H |
– – 3.5 – |
10.0 3.5 10.0 10.0 |
265
340 400 |
265
310 370 |
| Designation |
Elongation on 50mm min. (%) |
Vickers hardness (HV) | Bend Test | Compiles with or falls within ISO | ||||||
| Up to and including 450mm wide | Over 450mm wide | Transverse bend | Longitudinal bend | |||||||
| min. | max. | min. | max. | Angle degrees | Radius | Angle degrees | Radius | |||
| CZ125 | – | – | 75 | – | 75 | 180 | Close | 180 | Close | – |
| CZ101 |
35 7 3 |
– 95 110 |
75 – – |
– 85 100 |
75 – – |
180 180] 180] 90 |
Close Close t 2t |
180 180 180 90 |
Close Close t t |
ISO 426/1 Cu Zn 10 |
| CZ102 |
35 7 3 |
– 95 110 |
75 – – |
– 85 100 |
75 – – |
180 180] 180] 90 |
Close Close t 2t |
180 180 180 90 |
Close Close t t |
ISO 426/1 Cu Zn 15 |
| CZ103 |
40 10 5 |
– 95 110 |
80 – – |
– 85 100 |
80 – – |
180 180] 180] 90 |
Close Close t 2t |
180 180 180 90 |
Close Close t t |
ISO 426/1 Cu Zn 20 |
| Designation | Material |
Copper (%) |
Lead (%) |
Iron (%) |
Zinc (%) |
Total impurities (%) |
Condition | Thickness | Tensile strength | ||
|
Over (mm) |
Up to and including (mm) |
Up to and including 450mm wide (min.) (N/mm2) |
Over 450mm wide (min.) (N/mm2) |
||||||||
| CZ106 |
70/30 Cartridge Brass |
68.5/71.5 | 0.05 | 0.05 | Rem. | 0.30 |
O ¼ H ½ H ½ H H |
– – – 3.5 – |
10.0 10.0 3.5 10.0 10.0 |
280 325
350 415 |
280 325
340 385 |
| CZ107 | 2/1 brass | 64.0/67.0 | 0.10 | 0.10 | Rem. | 0.40 |
O ¼ H ½ H ½ H H EH |
– – – 3.5 – – |
10.0 10.0 3.5 10.0 10.0 10.0 |
280 340
385 460 525 |
280 325
350 415 – |
| CZ108 |
Common brass |
62.0/65.0 | 0.30 | 0.20 | Rem. |
0.50 (excluding lead) |
O ¼ H ½ H ½ H H EH |
– – – 3.5 – – |
10.0 10.0 3.5 10.0 10.0 10.0 |
280 340
358 460 525 |
280 325
350 415 – |